

WEBA Chute Systems founder inducted into International Mining’s 2018 Hall of Fame


Gauteng-based family-owned business WEBA Chute Systems founder and chairperson Werner Baller bested 11 other nominees to be inducted into the International Mining Technology Hall of Fame for 2018, placing him in the esteemed company of industry pioneers who have shaped the mining equipment landscape.
Nominated in the bulk handling category, Baller’s flagship WEBA chute system impressed the college of voters, which comprised 100 leaders in the fields of exploration, mining and processing.
Baller comments that, ultimately, it came down to US-based Martin Engineering consultant and bulk solids specialist Dick Stahura Snr and him.
Baller believes that the system’s scientific approach to the dynamics of bulk materials at transfer points and the company’s ability to systematically improve on the computerised WEBA chute system won the day. “We don’t reinvent the wheel . . . we apply specific, engineered improvements to provide customers with a ‘perfect transfer’.”
This commitment to constant improvement is evident in Baller’s nine existing patents for bulk handling solutions, with several patents pending.
The system provides a streamlined alternative that allows for higher levels of occupational health and safety. Baller states that there can be up to 500 000 transfer points in an operation, which affirms his belief that 50% of all stoppages can be traced to transfer-related problems. Addressing or completely eliminating these problems would, therefore, have “massive connotations” for efficiency and productivity, he adds.
The WEBA chute system was patented in 1991, following a study on the negative and cost-incurring aspects of conventional chute design. Since then, there have been imitators – an inevitability, given the system’s successes, Baller notes – but the company’s ability to simulate, understand and control material dynamics on the outgoing belt is still unmatched.
The system is based on the lined ‘super tube’ or cascade system, in which the lower layer of material in the product stream moves in a tumbling motion – rather than sliding, in order to reduce wear.
Additionally, Baller explains that the ability to control material movement is enhanced by designing the internal angle of the transfer chute to match the product discharge velocity, with the belt speed, thereby reducing or, in some cases, eliminating spillage.
Baller says that elimination of spillage, combined with the automated process and inherent low-maintenance requirements, maximises savings.
Each system is custom-designed for a specific application, based on customer requirements. Baller notes that WEBA Chute Systems also retrofits existing solutions and can typically install up to 30 unique improvements on an existing system.
The company is a global producer of customised bulk material transfer chutes, with satellite sites in Turkey, Australia and the US, serving hundreds of customers in 15 countries.
Baller says that staff were “quite excited” about receiving this award, but, while he is humbled by and grateful for this acknowledgement and the staff’s commitment to producing high-quality transfer solutions, he still believes that customer recommendations are a greater measure of the company’s success.
“Everything we do is to establish strong and long-lasting relationships with our customer . . . every change we suggest is meant to benefit the customer and enhance their operation.”
Article Enquiry
Email Article
Save Article
Feedback
To advertise email advertising@creamermedia.co.za or click here
Research Reports

Projects


Latest Multimedia


Latest News


Showroom
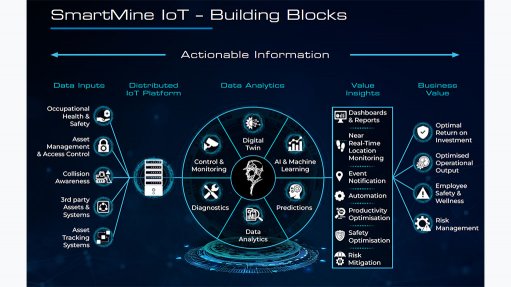
SmartMine IoT has been developed with the mining industry in mind, to provides our customers with powerful business intelligence and data modelling...
VISIT SHOWROOM
Rooted in the hearts of South Africans, combining technology and a quest for perfection to bring you a battery of peerless standing. Willard...
VISIT SHOWROOM



Press Office
Announcements
What's On
Subscribe to improve your user experience...
Option 1 (equivalent of R125 a month):
Receive a weekly copy of Creamer Media's Engineering News & Mining Weekly magazine
(print copy for those in South Africa and e-magazine for those outside of South Africa)
Receive daily email newsletters
Access to full search results
Access archive of magazine back copies
Access to Projects in Progress
Access to ONE Research Report of your choice in PDF format
Option 2 (equivalent of R375 a month):
All benefits from Option 1
PLUS
Access to Creamer Media's Research Channel Africa for ALL Research Reports, in PDF format, on various industrial and mining sectors
including Electricity; Water; Energy Transition; Hydrogen; Roads, Rail and Ports; Coal; Gold; Platinum; Battery Metals; etc.
Already a subscriber?
Forgotten your password?
Receive weekly copy of Creamer Media's Engineering News & Mining Weekly magazine (print copy for those in South Africa and e-magazine for those outside of South Africa)
➕
Recieve daily email newsletters
➕
Access to full search results
➕
Access archive of magazine back copies
➕
Access to Projects in Progress
➕
Access to ONE Research Report of your choice in PDF format
RESEARCH CHANNEL AFRICA
R4500 (equivalent of R375 a month)
SUBSCRIBEAll benefits from Option 1
➕
Access to Creamer Media's Research Channel Africa for ALL Research Reports on various industrial and mining sectors, in PDF format, including on:
Electricity
➕
Water
➕
Energy Transition
➕
Hydrogen
➕
Roads, Rail and Ports
➕
Coal
➕
Gold
➕
Platinum
➕
Battery Metals
➕
etc.
Receive all benefits from Option 1 or Option 2 delivered to numerous people at your company
➕
Multiple User names and Passwords for simultaneous log-ins
➕
Intranet integration access to all in your organisation
