

Warman® Ahf™ Froth Pumps A Significant Advancement



This article has been supplied.
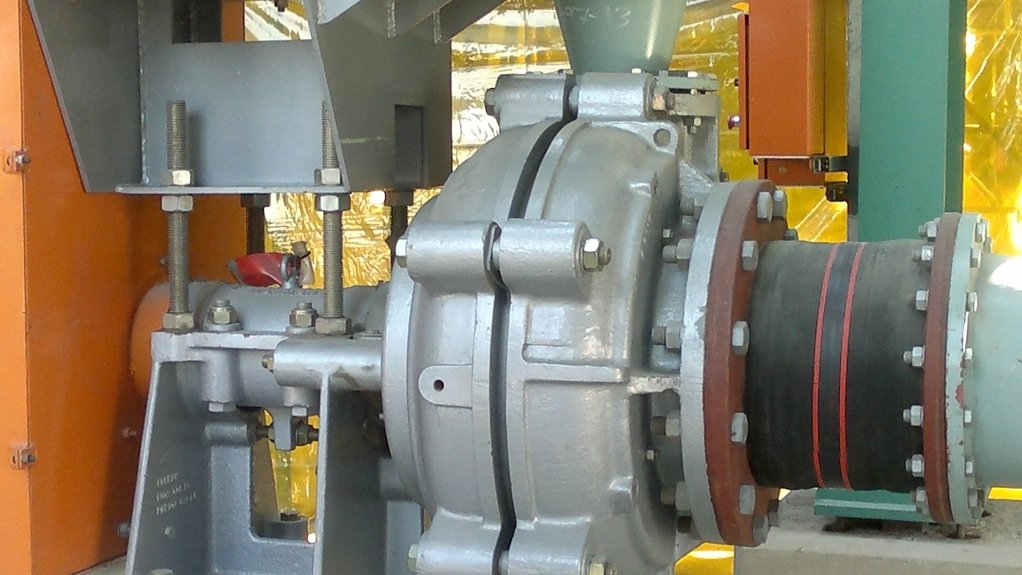
Company Announcement - Technologically improved Warman® AHF™ froth pumps, which derive from the proven Warman AH™ series of horizontal slurry pumps, are being recognised as a significant advancement in the efficient handling of air entrained froth slurries. This innovative new development enables flotation plants to achieve improved froth transfer efficiencies with reduced concentrate spillages, as well as greater froth handling operation windows. There are notable differences between conventional Warman® AH slurry pumps, which are still currently installed on many froth transfer applications, and the next generation AHF pumps. For instance, the Warman® AHF features an open vane flow inducer froth pump impeller with a greatly enlarged cover plate pump inlet and matching throat bush liner. However, the volute, frame plate, gland assembly, bearing assembly and the pump base are interchangeable between both the Warman AH and the Warman AHF pump designs.
The unique froth impeller’s open inducer vanes protrude into the large intake throat area, extending the vanes’ leading edges and drawing the difficult air entrained froth slurries into the eye of the impeller. Consequently, the impeller vanes are able to swirl the slurry in the intake pipe, adding kinetic energy and affording smoother entry of the frothy slurry to the impeller radial passageway. The impeller vanes extending into the intake mainly act on the flow on the outside diameter of the inlet pipe, helping to draw in the central core plug flow of air. This action reduces the potential of air binding occurring at the impeller eye. The larger Warman® AHF pump inlet also has the effect of reducing inlet velocities and reducing the low Net Positive Suction Head required. Conversely, the larger inlet increases the pump flow rate capacity, giving rise to improved efficiencies compared to a conventional pump.
During operational froth transfer duties, where there are brittle to medium froth factor conditions, the pumping efficiencies of standard horizontal centrifugal slurry pumps tend to reduce appreciably. When entering high Froth Volume Factor (FVF) conditions, referred to as medium to tenacious froth, there are intervals where the standard froth pump designs become incapable of adequately pumping or transferring the high frothy concentrate. This may create the expectation that cavitation could be a contributing factor to poor pumping performance. However, on the contrary to any collapse of vapour pockets, it is the entrained air bubbles that rapidly expand in the low pressure area of the impeller which creates air binding and decreases both pumping head and pump efficiency. It is during these very unfavourable pumping conditions that severe sump instability produces abnormal sump conditions, sump overflows and the loss of valuable concentrate due to spillages.
Specifically designed to handle this difficult, tenacious froth, the Warman® AHF froth pump is small, efficient and reduces power usage. It is also unique in that it is a horizontal pump, compared to older generation competitor vertical pump designs commonly used for froth pumping in the mining industry Warman® AHF pump technology was applied with great success during a recent trial at a local phosphate producer, where the phosphate containing mineral is recovered via a flotation process. The presence of air within the froth concentrate slurry had posed specific problems for the conventional centrifugal slurry pumps at the plant, highlighting the need for a horizontal froth pump with good suction performance to prevent air binding.
When Weir Minerals Africa was consulted by the phosphate producer in the conceptual design stage of a flotation plant upgrade, the company’s team of specialists embarked on a comprehensive study of the customer’s complex flotation circuit. The objective was to ensure a full understanding of the flotation process and to identify the root causes of the pumping instability and concentrate spillage problems being experienced by the customer.
A Warman® 6F AHF froth pump was installed on a trial test basis on the plant’s rougher concentrate froth transfer circuit to determine if it had the ability to handle the high FVF conditions. This application was identified by the customer due to its cyclic instabilities and periodic overflows. Before the trial commenced, the customer carried out modifications to the existing sump suction line, increasing the line from a 300NB to a 400NB to accommodate the larger Warman® 6F-AHF froth pump inlet dimension.
During the trial the Warman® 6F-AHF™ froth pump showed far more impressive sump level control than the original pump. On completion of the trial, the Warman® 6F-AHF™ froth pump was disassembled for visual inspection of its froth inducer vane impeller, its Hi-Seal™ expeller assembly and other wet-end components. After approximately 12 months of operation, the froth impeller was still in excellent condition, with very little signs of impact, sliding or erosion damage to any of the wet-end components.
To further improve froth transfer efficiency at this flotation plant, Weir Minerals Africa recommended that its Warman®6F-AHF™ pumps be installed with match-mated AHF froth suction hoppers to ensure optimum froth transfer efficiencies. By custom designing the unique froth hoppers specifically for the required froth transfer duties, a more stable operation has been achieved. During the upgrade of a second flotation plant, the Warman® AHF™ froth pumps and the custom designed AHF™ froth hoppers were installed. This enabled a single operational froth pumping system to effectively handle the respective froth transfer, supporting the technology through the ultimate outcome of this design.
WARMAN FROTH PUMPS EQUAL SIGNIFICANT ADVANCE 01 : Weir Minerals Africa's slurry product manager, Rui Gomes.
Article Enquiry
Email Article
Save Article
Feedback
To advertise email advertising@creamermedia.co.za or click here
Research Reports

Projects


Latest Multimedia


Latest News


Showroom

For over 30 years, Werner South Africa Pumps & Equipment (PTY) LTD has been designing, manufacturing, supplying and maintaining specialist...
VISIT SHOWROOM
Your global lifecycle technology & service partner for materials & minerals processing equipment for coal, iron ore, copper, manganese & other...
VISIT SHOWROOM



Announcements
What's On
Subscribe to improve your user experience...
Option 1 (equivalent of R125 a month):
Receive a weekly copy of Creamer Media's Engineering News & Mining Weekly magazine
(print copy for those in South Africa and e-magazine for those outside of South Africa)
Receive daily email newsletters
Access to full search results
Access archive of magazine back copies
Access to Projects in Progress
Access to ONE Research Report of your choice in PDF format
Option 2 (equivalent of R375 a month):
All benefits from Option 1
PLUS
Access to Creamer Media's Research Channel Africa for ALL Research Reports, in PDF format, on various industrial and mining sectors
including Electricity; Water; Energy Transition; Hydrogen; Roads, Rail and Ports; Coal; Gold; Platinum; Battery Metals; etc.
Already a subscriber?
Forgotten your password?
Receive weekly copy of Creamer Media's Engineering News & Mining Weekly magazine (print copy for those in South Africa and e-magazine for those outside of South Africa)
➕
Recieve daily email newsletters
➕
Access to full search results
➕
Access archive of magazine back copies
➕
Access to Projects in Progress
➕
Access to ONE Research Report of your choice in PDF format
RESEARCH CHANNEL AFRICA
R4500 (equivalent of R375 a month)
SUBSCRIBEAll benefits from Option 1
➕
Access to Creamer Media's Research Channel Africa for ALL Research Reports on various industrial and mining sectors, in PDF format, including on:
Electricity
➕
Water
➕
Energy Transition
➕
Hydrogen
➕
Roads, Rail and Ports
➕
Coal
➕
Gold
➕
Platinum
➕
Battery Metals
➕
etc.
Receive all benefits from Option 1 or Option 2 delivered to numerous people at your company
➕
Multiple User names and Passwords for simultaneous log-ins
➕
Intranet integration access to all in your organisation
