

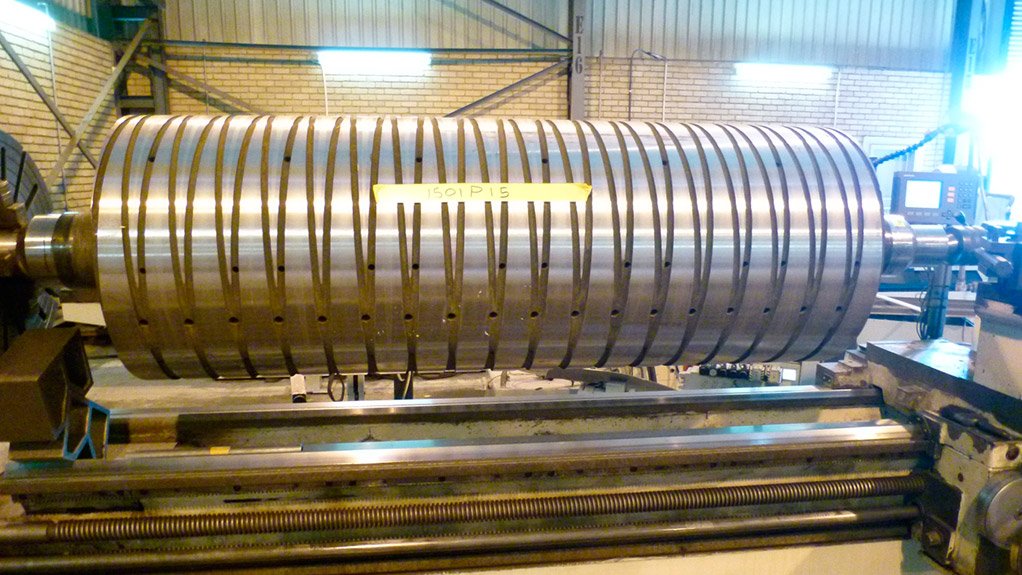
Component refurbishment & surfacing treatment using the Plasma Transferred Arc welding process



This article has been supplied.
Company Announcement - Plasma Transferred Arc welding and hardfacing process from thermal spray and surface engineering coating specialist, Thermaspray (Pty) Ltd , provides a versatile method of depositing high quality, metallurgically fused deposits on relatively low cost substrates.
First introduced to the welding industry in 1964 as a method to bring better control to the arc welding processes in lower current ranges, the PTA process is complimentary to both thermal spray and conventional welding and is mainly used on components that are subjected to severe corrosion or abrasion, thermal shock, slurry erosion or extreme impact forces to give the necessary protection to the substrate by providing a coating that can withstand these conditions. PTA can be applied in practically every case where hardfacing is needed.
According to Shaik Hoosain, Metallurgical Engineer at Thermaspray, a wide variety of materials, ranging from soft / medium hardness (e.g. stainless steel) to very hard, wear resistant materials (e.g. carbide composites), can be deposited using the PTA process to achieve diverse surface properties such as mechanical strength, wear, corrosion and creep resistance. Bead thicknesses range from 1.2 to 2.5mm and multi-pass runs depend on the application.
Hoosain explains that the plasma arc welding process uses a plasma to transfer an electric arc to the workpiece, a process which he says is similar to Gas Tungsten Arc Welding.
Plasma Transferred Arc welding process
“To create a plasma, a gas, typically argon, is heated to a sufficiently high temperature and ionized so that it becomes electrically conductive. “ “The plasma welding torch contains a non-consumable tungsten electrode (-) located within a copper nozzle (+) with a small opening at the tip,” continues Hoosain.” A pilot arc is struck between the torch electrode and the nozzle tip and the arc is transferred to the metal to be welded. By forcing the plasma gas and the arc through the constricted orifice, the torch delivers a high concentration of heat to a small area which leads to high quality welds. The deposit alloy powder is conveyed from a hopper to the torch by a carrier gas.”
The plasma transferred arc process offers a number of important advantages over conventional arc welding processes including:
• Easily automated - high degree of reproducibility.
• Precise metering of metallic powder feedstock - less material is used compared other traditional welding processes.
• Precise control of important weld parameters - high degree of consistency from batch to batch.
• Controlled heat input, less than other conventional arc welding processes - ensures weld dilution can be controlled between 5-7%.
• Produces a deposit of a specific alloy that is tougher and more corrosion resistant than counterparts produced through GTAW and OFW.
• PTA weld deposits have characteristically less oxides, inclusions and discontinuities.
• Post weld machining is minimised due to the smooth deposit created through the PTA process.
Typical applications of the PTA process offered at Thermaspray include Pot roll (Journals with cobalt-base process roll.
High temperature wear and corrosion resistance); Pot roll scraper blades (wear area of scraper blade PTA welded with cobalt-base alloy for high temperature wear resistance); Scraper rings (gearbox components with cobalt-base alloys. Wear and abrasion resistance and high temperature steam valve components (valve seats with cobalt base alloy). “Components used in glass manufacturing are PTA welded with a Ni-based alloy to provide impact and wear resistance at high temperatures,” adds Hoosain.
In closing, Hoosain says that because the PTA welding process has not received as much attention in South Africa as conventional arc welding processes like Gas Tungsten Arc Welding, it is unfortunately an underutilised welding process in the local market. “PTA is a versatile, high temperature, wear and impact resistant welding process that is ideally suited to a wide range of applications, guaranteeing a high quality weld deposit with excellent reproducibility from batch to batch for severe impact, wear and corrosive environments.”
In addition to PTA welding, Thermaspray also provides a comprehensive range of support coating finishing technologies including machining, grinding and burnishing from its state-of-the art facilities in Olifantsfontein, Johannesburg
Article Enquiry
Email Article
Save Article
Feedback
To advertise email advertising@creamermedia.co.za or click here
Research Reports

Projects


Latest Multimedia


Latest News


Showroom
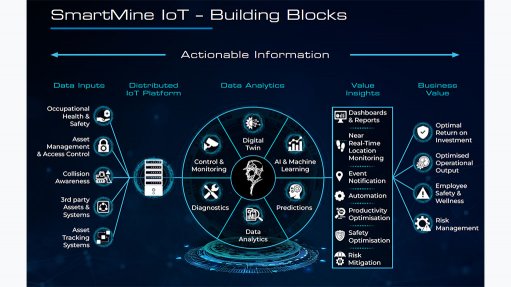
SmartMine IoT has been developed with the mining industry in mind, to provides our customers with powerful business intelligence and data modelling...
VISIT SHOWROOM
Developed to exceed the latest EN 15964 standards for police breathalysers proving that it will remain accurate and reliable for many years to come.
VISIT SHOWROOM


Press Office
Announcements
What's On
Subscribe to improve your user experience...
Option 1 (equivalent of R125 a month):
Receive a weekly copy of Creamer Media's Engineering News & Mining Weekly magazine
(print copy for those in South Africa and e-magazine for those outside of South Africa)
Receive daily email newsletters
Access to full search results
Access archive of magazine back copies
Access to Projects in Progress
Access to ONE Research Report of your choice in PDF format
Option 2 (equivalent of R375 a month):
All benefits from Option 1
PLUS
Access to Creamer Media's Research Channel Africa for ALL Research Reports, in PDF format, on various industrial and mining sectors
including Electricity; Water; Energy Transition; Hydrogen; Roads, Rail and Ports; Coal; Gold; Platinum; Battery Metals; etc.
Already a subscriber?
Forgotten your password?
Receive weekly copy of Creamer Media's Engineering News & Mining Weekly magazine (print copy for those in South Africa and e-magazine for those outside of South Africa)
➕
Recieve daily email newsletters
➕
Access to full search results
➕
Access archive of magazine back copies
➕
Access to Projects in Progress
➕
Access to ONE Research Report of your choice in PDF format
RESEARCH CHANNEL AFRICA
R4500 (equivalent of R375 a month)
SUBSCRIBEAll benefits from Option 1
➕
Access to Creamer Media's Research Channel Africa for ALL Research Reports on various industrial and mining sectors, in PDF format, including on:
Electricity
➕
Water
➕
Energy Transition
➕
Hydrogen
➕
Roads, Rail and Ports
➕
Coal
➕
Gold
➕
Platinum
➕
Battery Metals
➕
etc.
Receive all benefits from Option 1 or Option 2 delivered to numerous people at your company
➕
Multiple User names and Passwords for simultaneous log-ins
➕
Intranet integration access to all in your organisation
