

Second SA Hippo Flameproof Submersible Slurry Pump Goes To Houston.


Marius Sunkel and Wayne Kelly flanking the 75L SBO HIPPO Bottom Suction Flameproof Submersible Slurry Pump ready for export to Houston
The Second 75L SBO HIPPO Bottom Suction Flameproof Submersible Slurry Pump crated ready to be exported to Houston, Texas in the USA.





This article has been supplied as a media statement and is not written by Creamer Media. It may be available only for a limited time on this website.
The HIPPO flameproof submersible slurry pump range manufactured inSouthAfrica with a 98% local content has been exported to Canada since 2003. The specific controls that have been build into the pump has resulted in the HIPPO
flameproof submersible slurry pump being regarded as the world’s safest submersible slurry pump.
The upturn in the USA economy has benefited Hazleton Pumps as the company has continuously been receiving enquiries for the HIPPO flameproof submersible slurry pump. A leading provider of midstream services and seller of refined petroleum products in North America TARGA RESOURCES, from Houston, Texas has been using long shaft vertical spindle pumps to pump the drainage from the refinery and found that the maintenance cost of these pumps was unacceptably high.
As the intermediate shaft bearings used on the 3,8 meters long shaft vertical spindle pumps failed regularly the use of these vertical spindle pumps was not an economical option and it was therefore decided to replace the long shaft
vertical pumps. Various options were considered including the possibility of using a submersible slurry pump. The challenge, however, was that these pumps were operating in an explosive environment and the submersible pumps would need to comply with the IEC 60097/1: 2005 Flameproof specifications.
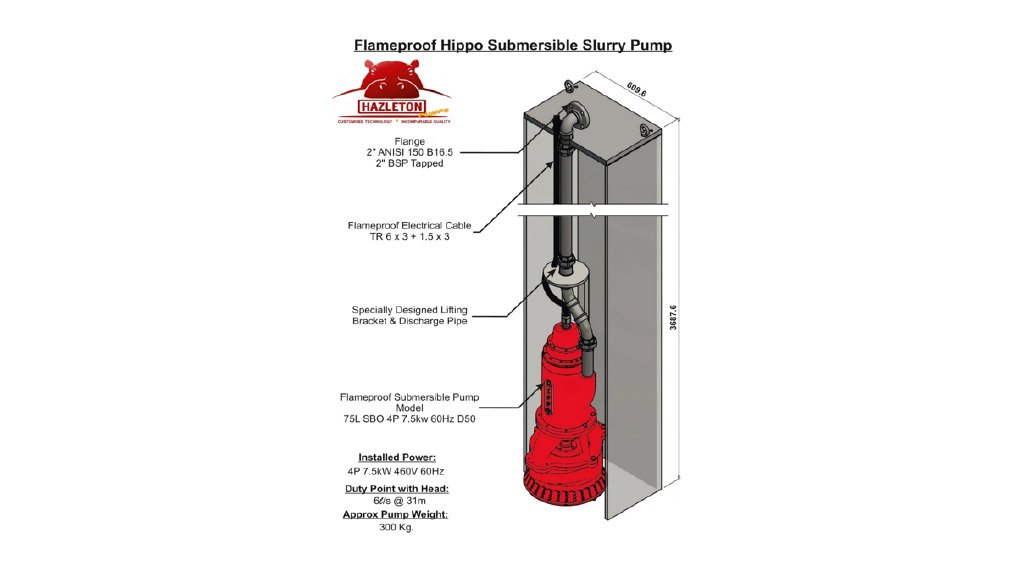
HAZLETON PUMPS was approached to supply a suitable Flameproof Submersible Slurry Pump to accommodate a duty of 6 litres per second at a head of 31 meters with an installed power not exceeding of 7,5kW using a 60 Hz power supply. The new pump system had to be able to use the existing overhead lifting system which was installed to facilitate the often replacement of the long shaft vertical spindle pumps.
Since a pump with the specific duty according to the above-mentioned specifications was not already part of the existing HIPPO Flameproof Slurry Submersible pump range HAZLETON PUMPS, therefore, designed a flameproof submersible slurry pump specifically to the client’s specifications. The first HIPPO The 75L SBO HIPPO Bottom Suction Flameproof Submersible Slurry Pump crated was exported to Houston in May 2017 and after installation has been performing successfully to specification since then.
The satisfaction of the client lead to a second order that was dispatched in November 2017 and HAZLETON PUMPS is confident that this second unit will operate as successfully as the first resulting in the replacement of all the long shaft vertical pumps utilized at this refinery.
Marius Sunkel and Wayne Kelly flanking the 75L SBO HIPPO Bottom Suction Flameproof Submersible Slurry Pump ready for export to Houston The Second 75L SBO HIPPO Bottom Suction Flameproof Submersible Slurry Pump crated
ready to be exported to Houston, Texas in the USA.
Comments
Research Reports


Projects




Latest News


Showroom

Booyco Electronics, South African pioneer of Proximity Detection Systems, offers safety solutions for underground and surface mining, quarrying,...
VISIT SHOWROOM
We supply customers with practical affordable solutions for their testing needs. Our products include benchtop, portable, in-line process control...
VISIT SHOWROOM



Press Office
Announcements
What's On
Subscribe to improve your user experience...
Option 1 (equivalent of R125 a month):
Receive a weekly copy of Creamer Media's Engineering News & Mining Weekly magazine
(print copy for those in South Africa and e-magazine for those outside of South Africa)
Receive daily email newsletters
Access to full search results
Access archive of magazine back copies
Access to Projects in Progress
Access to ONE Research Report of your choice in PDF format
Option 2 (equivalent of R375 a month):
All benefits from Option 1
PLUS
Access to Creamer Media's Research Channel Africa for ALL Research Reports, in PDF format, on various industrial and mining sectors
including Electricity; Water; Energy Transition; Hydrogen; Roads, Rail and Ports; Coal; Gold; Platinum; Battery Metals; etc.
Already a subscriber?
Forgotten your password?
Receive weekly copy of Creamer Media's Engineering News & Mining Weekly magazine (print copy for those in South Africa and e-magazine for those outside of South Africa)
➕
Recieve daily email newsletters
➕
Access to full search results
➕
Access archive of magazine back copies
➕
Access to Projects in Progress
➕
Access to ONE Research Report of your choice in PDF format
RESEARCH CHANNEL AFRICA
R4500 (equivalent of R375 a month)
SUBSCRIBEAll benefits from Option 1
➕
Access to Creamer Media's Research Channel Africa for ALL Research Reports on various industrial and mining sectors, in PDF format, including on:
Electricity
➕
Water
➕
Energy Transition
➕
Hydrogen
➕
Roads, Rail and Ports
➕
Coal
➕
Gold
➕
Platinum
➕
Battery Metals
➕
etc.
Receive all benefits from Option 1 or Option 2 delivered to numerous people at your company
➕
Multiple User names and Passwords for simultaneous log-ins
➕
Intranet integration access to all in your organisation
