The HIPPO flameproof submersible slurry pump range manufactured inSouthAfrica with a 98% local content has been exported to Canada since 2003. The specific controls that have been build into the pump has resulted in the HIPPO
flameproof submersible slurry pump being regarded as the world’s safest submersible slurry pump.
The upturn in the USA economy has benefited Hazleton Pumps as the company has continuously been receiving enquiries for the HIPPO flameproof submersible slurry pump. A leading provider of midstream services and seller of refined petroleum products in North America TARGA RESOURCES, from Houston, Texas has been using long shaft vertical spindle pumps to pump the drainage from the refinery and found that the maintenance cost of these pumps was unacceptably high.
As the intermediate shaft bearings used on the 3,8 meters long shaft vertical spindle pumps failed regularly the use of these vertical spindle pumps was not an economical option and it was therefore decided to replace the long shaft
vertical pumps. Various options were considered including the possibility of using a submersible slurry pump. The challenge, however, was that these pumps were operating in an explosive environment and the submersible pumps would need to comply with the IEC 60097/1: 2005 Flameproof specifications.
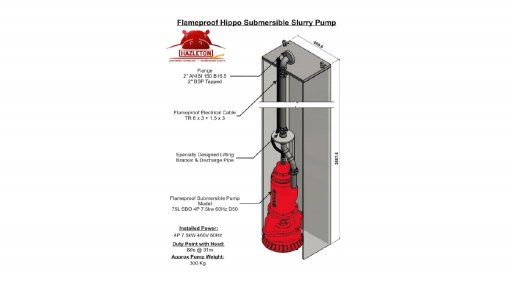
HAZLETON PUMPS was approached to supply a suitable Flameproof Submersible Slurry Pump to accommodate a duty of 6 litres per second at a head of 31 meters with an installed power not exceeding of 7,5kW using a 60 Hz power supply. The new pump system had to be able to use the existing overhead lifting system which was installed to facilitate the often replacement of the long shaft vertical spindle pumps.
Since a pump with the specific duty according to the above-mentioned specifications was not already part of the existing HIPPO Flameproof Slurry Submersible pump range HAZLETON PUMPS, therefore, designed a flameproof submersible slurry pump specifically to the client’s specifications. The first HIPPO The 75L SBO HIPPO Bottom Suction Flameproof Submersible Slurry Pump crated was exported to Houston in May 2017 and after installation has been performing successfully to specification since then.
The satisfaction of the client lead to a second order that was dispatched in November 2017 and HAZLETON PUMPS is confident that this second unit will operate as successfully as the first resulting in the replacement of all the long shaft vertical pumps utilized at this refinery.
Marius Sunkel and Wayne Kelly flanking the 75L SBO HIPPO Bottom Suction Flameproof Submersible Slurry Pump ready for export to Houston The Second 75L SBO HIPPO Bottom Suction Flameproof Submersible Slurry Pump crated
ready to be exported to Houston, Texas in the USA.